





Creaton - caracteristici perfecte si siguranta pentru acoperisuri
Creaton - Numele brandului pentru acoperisuri creative.
Pentru clientii Creaton, aceasta se traduce prin: Creaton placi de argila arse sunt produsele de marca ce sunt tinta acestor cerinte. Cu toate avantajele care provin din asocierea cu acest mare nume.
Avand in spate garantia calitatii in orice lucrare, puteti gasi in acest brand satisfactia completa. In spatele povestii de success a brandului Creaton sta experienta celor 125 ani de istorie corporatista, stau cunostinte complete despre tot ce e legat de placile ceramice, stau know-how-ul complet si mai presus de toate acestea, filozofia unui nou design pentru acoperis.
Pentru clientii Creaton, aceasta se traduce prin: Creaton placi de argila arse sunt produsele de marca ce sunt tinta acestor cerinte. Cu toate avantajele care provin din asocierea cu acest mare nume.
Avand in spate garantia calitatii in orice lucrare, puteti gasi in acest brand satisfactia completa. In spatele povestii de success a brandului Creaton sta experienta celor 125 ani de istorie corporatista, stau cunostinte complete despre tot ce e legat de placile ceramice, stau know-how-ul complet si mai presus de toate acestea, filozofia unui nou design pentru acoperis.
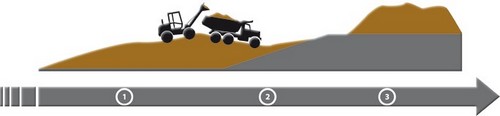
1. Extragerea materiei prime
Urmarind filosofia interna a principiului puritatii, Creaton nu foloseste decat surse naturale pure de argila, namol si apa care sunt extrase din apropierea fabricilor producatoare. Argila si namolul sunt principalele componente ale placilor pentru acoperis din argila arsa. Ambele materii prime s-au format dupa si in timpul glaciatiunii ca rezultat al descompunerii feldspatilor.
Urmarind filosofia interna a principiului puritatii, Creaton nu foloseste decat surse naturale pure de argila, namol si apa care sunt extrase din apropierea fabricilor producatoare. Argila si namolul sunt principalele componente ale placilor pentru acoperis din argila arsa. Ambele materii prime s-au format dupa si in timpul glaciatiunii ca rezultat al descompunerii feldspatilor.
Combinata cu apa, argila se transforma intr-un material modelabil cu o structura foarte fina si o buna capacitate de absorbtie de apa. Este adevarat ca se si contracta dar arata si o stabilitate extrema in cazul coacerii. Materia prima se extrage cu excavatoare mecanice mari pana la o adancime de 18 m. In conformitate cu politica firmei, toate carierele sunt replantate si "oferite inapoi" naturii dupa folosire.
2. Transport
De vreme ce sursele de materie prima sunt in imediata vecinatate a fabricilor, poluarea din transport este practic inexistenta in cazul nostru. Transportul materiei prime la fabrica, de exemplu cum este cazul la Großengottern, se face cu banda transportoare si catre alte fabrici cu camionul.
3. Depozitare
Daca nu mai exista loc in depozite pentru materia prima, aceasta se inmagazineaza pur si simplu afara.
2. Transport
De vreme ce sursele de materie prima sunt in imediata vecinatate a fabricilor, poluarea din transport este practic inexistenta in cazul nostru. Transportul materiei prime la fabrica, de exemplu cum este cazul la Großengottern, se face cu banda transportoare si catre alte fabrici cu camionul.
3. Depozitare
Daca nu mai exista loc in depozite pentru materia prima, aceasta se inmagazineaza pur si simplu afara.
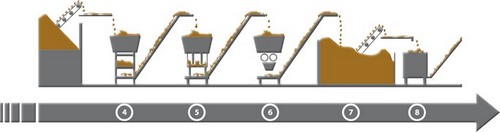
4. Caseta de alimentare
Dupa ce ajunge la fabrica, materia prima ajunge la zona de procesare in casete de alimentare in care sunt proportionate materialele optim. Mixturii create i se adauga apa si este procesata pana devine o masa de granule foarte fine prin actiunea unor roti cantarind mai multe tone.
5. Mixerul
In mixer, masa rezultata se amesteca in continuare pana ce granulele devin mai mici de 20 mm.
Dupa ce ajunge la fabrica, materia prima ajunge la zona de procesare in casete de alimentare in care sunt proportionate materialele optim. Mixturii create i se adauga apa si este procesata pana devine o masa de granule foarte fine prin actiunea unor roti cantarind mai multe tone.
5. Mixerul
In mixer, masa rezultata se amesteca in continuare pana ce granulele devin mai mici de 20 mm.
6. Moara cu role
In moara cu role, mixtura este iar maruntita pana granulele continute devin mai mici de 0,8 mm. In fabrica de la Guttau, acestea sunt aduse la dimensiuni mai mici de 0,035 mm. Prin aceasta procedura obtinem robustetea modelelor de top din gamele "Premion" si "Kera-Biber".
7. Camera de umidificare
Mixtura este apoi transportata la camera de umidificare pe banda rulanta. Produsul sta aici aproximativ doua saptamani pana cand materia prima atinge conditiile optime pentru inceperea productiei si o umiditate constanta.
8. Distribuitorul circular
In momentul in care mixtura atinge conditiile optime, este transferata intr-un distribuitor circular. Masa de argila este umezita si presata in siruri lungi de argila. Pentru ca aceste siruri sunt lipsite de cocoloase, sunt materialul ideal pentru modelat.
In moara cu role, mixtura este iar maruntita pana granulele continute devin mai mici de 0,8 mm. In fabrica de la Guttau, acestea sunt aduse la dimensiuni mai mici de 0,035 mm. Prin aceasta procedura obtinem robustetea modelelor de top din gamele "Premion" si "Kera-Biber".
7. Camera de umidificare
Mixtura este apoi transportata la camera de umidificare pe banda rulanta. Produsul sta aici aproximativ doua saptamani pana cand materia prima atinge conditiile optime pentru inceperea productiei si o umiditate constanta.
8. Distribuitorul circular
In momentul in care mixtura atinge conditiile optime, este transferata intr-un distribuitor circular. Masa de argila este umezita si presata in siruri lungi de argila. Pentru ca aceste siruri sunt lipsite de cocoloase, sunt materialul ideal pentru modelat.
9. Presa de extrudare cu vacuum
Materialul pentru modelat este acum incarcat in presa de extrudare cu vacuum. Presa creaza un sir continuu de argila eliminand chiar si cele mai mici bule de aer din material.
10. Taierea cu fir
Sirul continuu de material este taiat in bucati mai mici cu ajutorul unui fir otelit ascutit ca o lama.
Materialul pentru modelat este acum incarcat in presa de extrudare cu vacuum. Presa creaza un sir continuu de argila eliminand chiar si cele mai mici bule de aer din material.
10. Taierea cu fir
Sirul continuu de material este taiat in bucati mai mici cu ajutorul unui fir otelit ascutit ca o lama.
11. Presa rotativa
O banda rulanta duce tiglele nefinisate la o presa rotativa pentru modelarea finala a acestora. Bucatilor de argila taiate li se da forma aici folosind o presiune mare. In plus, presa este alimentata constant cu curent continuu pentru a asigura desprinderea facila a tiglei. Prese de inalta performanta modeleaza 3000 de tigle pe ora.
Matritele sunt facute din diverse combinatii pe baza de gips intr-o fabrica proprie. Avantajul acestor tipuri de matrita este ca ele absorb apa eliminata in procesul de presare, creand astfel o pelicula de apa intre piesa si matrita.
Cum aici se lucreaza cu forte enorme, aceste matrite se inlocuiesc de mai multe ori in timpul unei zile.
O banda rulanta duce tiglele nefinisate la o presa rotativa pentru modelarea finala a acestora. Bucatilor de argila taiate li se da forma aici folosind o presiune mare. In plus, presa este alimentata constant cu curent continuu pentru a asigura desprinderea facila a tiglei. Prese de inalta performanta modeleaza 3000 de tigle pe ora.
Matritele sunt facute din diverse combinatii pe baza de gips intr-o fabrica proprie. Avantajul acestor tipuri de matrita este ca ele absorb apa eliminata in procesul de presare, creand astfel o pelicula de apa intre piesa si matrita.
Cum aici se lucreaza cu forte enorme, aceste matrite se inlocuiesc de mai multe ori in timpul unei zile.
12. Uscatorul
Deja presate, tiglele sunt acum aduse la un uscator si stivuite pentru cateva ore. Se extrage inca o data umezeala din amestec. Acest procedeu de uscare este conditia de baza pentru urmatoarele procese.
Deja presate, tiglele sunt acum aduse la un uscator si stivuite pentru cateva ore. Se extrage inca o data umezeala din amestec. Acest procedeu de uscare este conditia de baza pentru urmatoarele procese.
13. Zona de Engobare (vopsire)/smaltuire
In cursul engobarii, care este cel mai intalnit mod de finisare al tiglelor, o masina pulverizeaza un amestec fin de amestec argilos pe placi. In timpul coacerii, acoperirea (engobarea) va face corp comun cu tigla de argila.
Acest procedeu permite obtinerea culorilor acoperisurilor si pastrarea acestora pentru o perioada indelungata. In acest fel este realizata colectia de inalta calitate denumita "Nuance".
In principiu smaltuirea (glazurarea) se face asemanator engobarii, doar ca in acest caz, se acopera suprafata tiglei cu o mixtura de quarturi pre-topite in centrifuge inchise, inainte ca tiglele sa intre in cuptor pentru coacere.
Tiglele noastre pentru acoperis din gama "Finesse" care au Factor de Protectie pentru Acoperis, dar si gama exclusiva "Noblesse" sunt realizate cu o suprafata exterioara deosebit de fina. Din acest motiv particulele de praf nu pot sta acolo prea mult timp. Prima ploaie le va spala de acolo pur si simplu. Acoperisurile glazurate Creaton vor fi mereu aratoase si in conditie optima.
In cursul engobarii, care este cel mai intalnit mod de finisare al tiglelor, o masina pulverizeaza un amestec fin de amestec argilos pe placi. In timpul coacerii, acoperirea (engobarea) va face corp comun cu tigla de argila.
Acest procedeu permite obtinerea culorilor acoperisurilor si pastrarea acestora pentru o perioada indelungata. In acest fel este realizata colectia de inalta calitate denumita "Nuance".
In principiu smaltuirea (glazurarea) se face asemanator engobarii, doar ca in acest caz, se acopera suprafata tiglei cu o mixtura de quarturi pre-topite in centrifuge inchise, inainte ca tiglele sa intre in cuptor pentru coacere.
Tiglele noastre pentru acoperis din gama "Finesse" care au Factor de Protectie pentru Acoperis, dar si gama exclusiva "Noblesse" sunt realizate cu o suprafata exterioara deosebit de fina. Din acest motiv particulele de praf nu pot sta acolo prea mult timp. Prima ploaie le va spala de acolo pur si simplu. Acoperisurile glazurate Creaton vor fi mereu aratoase si in conditie optima.
14. Pre-incalzire
Tiglele pre-incalzite sunt amplasate in asa numitele casete H. Aceastea permit caldurii din cuptor sa atinga toate suprafetele tiglelor. Pana cand tiglele ajung in tunelul cuptorului, trebuie sa treaca prin zona de pre-incalzire.
Tiglele pre-incalzite sunt amplasate in asa numitele casete H. Aceastea permit caldurii din cuptor sa atinga toate suprafetele tiglelor. Pana cand tiglele ajung in tunelul cuptorului, trebuie sa treaca prin zona de pre-incalzire.
15. Furnalul tunel
Tiglele sunt coapte la temperaturi ce depasesc 1,000° C intr-un cuptor tunel. Acest proces dureaza mai multe ore. Datorita temperaturilor extraordinar de mari, argila se strange si se intareste. Tiglele se micsoreaza putin in procesul de coacere, dar in acelasi timp devin mult mai rezistente.
Transformarile ce au loc pot fi identificate in doua procese separate:
a) transformarea cristalelor la 550° -790° C
b) o parte din masa cristalina topita cimenteaza partile netopite intre ele in timpul racirii
Tiglele sunt coapte la temperaturi ce depasesc 1,000° C intr-un cuptor tunel. Acest proces dureaza mai multe ore. Datorita temperaturilor extraordinar de mari, argila se strange si se intareste. Tiglele se micsoreaza putin in procesul de coacere, dar in acelasi timp devin mult mai rezistente.
Transformarile ce au loc pot fi identificate in doua procese separate:
a) transformarea cristalelor la 550° -790° C
b) o parte din masa cristalina topita cimenteaza partile netopite intre ele in timpul racirii
16. Celulele de racire
In momentul in care coacerea s-a incheiat, placile sunt racite pana spre temperatura camerei folosind ventilatoare gigantice.
17. Inspectia calitatii
Dupa racire placile sunt supuse unei inspectii atente. Placile sunt incercate cu un ciocan cautand tonul specific unei placi cu consistenta corecta. In plus placile sunt cercetate vizual pentru a cerceta daca ele corespund cerintelor de calitate impuse de Creaton.
In momentul in care coacerea s-a incheiat, placile sunt racite pana spre temperatura camerei folosind ventilatoare gigantice.
17. Inspectia calitatii
Dupa racire placile sunt supuse unei inspectii atente. Placile sunt incercate cu un ciocan cautand tonul specific unei placi cu consistenta corecta. In plus placile sunt cercetate vizual pentru a cerceta daca ele corespund cerintelor de calitate impuse de Creaton.
18. Impachetarea
Dupa ce placile coapte trec de inspectia de calitate, sunt impachetate in benzi de polipropilena reciclabila in pachete mici, usor de manipulat.
19. Baia de apa
Inaintea incarcarii in paleti, placile stau pentru putin timp in apa. Aceasta baie neutralizeaza toti oxizii care ar putea afecta sau pata placile de acoperis.
20. Zona de incarcare
Placile preambalate sunt depozitate in zoina de incarcare si apoi eventual transportate pe santier cu camionul.
In cazul in care doriti sa aflati mai multe despre produsele Creaton, faceti clic pe pozele prezentate mai jos sau cereti oferta de pret ori alte informatii de la persoana de contact a firmei Creaton & Eternit Srl, folosind butonul corespunzator.
Dupa ce placile coapte trec de inspectia de calitate, sunt impachetate in benzi de polipropilena reciclabila in pachete mici, usor de manipulat.
19. Baia de apa
Inaintea incarcarii in paleti, placile stau pentru putin timp in apa. Aceasta baie neutralizeaza toti oxizii care ar putea afecta sau pata placile de acoperis.
20. Zona de incarcare
Placile preambalate sunt depozitate in zoina de incarcare si apoi eventual transportate pe santier cu camionul.
In cazul in care doriti sa aflati mai multe despre produsele Creaton, faceti clic pe pozele prezentate mai jos sau cereti oferta de pret ori alte informatii de la persoana de contact a firmei Creaton & Eternit Srl, folosind butonul corespunzator.






